欢迎访问济南凯特尔机器有限公司!
欢迎访问济南凯特尔机器有限公司!
 济南凯特尔机器有限公司
济南凯特尔机器有限公司
联系电话:0531-85737178
联系地址:山东省济南市天桥区药山街道办事处张庄工业园
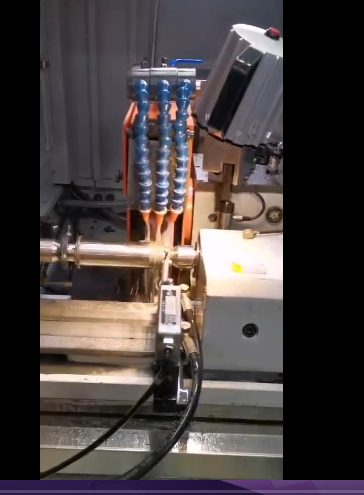
说到数控外圆磨床,我们都知道吗,它是加工工件圆柱形、圆锥形或其他形状素线展成的外表面和轴肩端面的磨床。它的磨削方法有两种,分别为纵向磨削法和切入磨削法。下面让我们一起来分别看看这两种方法究竟是什么样的,它们的特点是什么。
1、纵向磨削法:数控外圆磨床纵向磨削法是常用的磨削方法,磨削时,工作台作纵向往复进给,砂轮作周期性横向进给,工件的磨削余量要在多次往复行程中磨去。
纵向磨削法(简称纵向法)的特点:
①在砂轮整个宽度上,磨粒的工作情况不一样,砂轮左端面(或右端面)尖角负担主要的切削作用,工件部分磨削余量均由砂轮尖角处的磨粒切除,而砂轮宽度上绝大部分磨粒担负减少工件表面粗糙度值的作用。
②数控外圆磨床纵向磨削法磨削力小,散热条件好,可获得较高的加工精度和较小的表面粗糙度值。
③劳动生产率低。
④磨削力较小,适用于细长或薄壁工件的磨削。
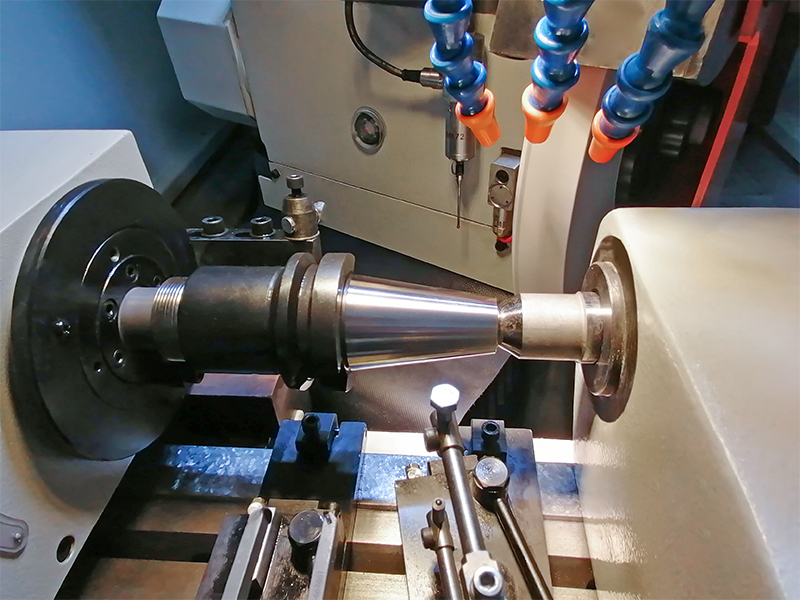
2、切入磨削法:切入磨削法又称横向磨削法。被磨削工件外圆长度应小于砂轮宽度,磨削时砂轮作连续或间断横向进给运动,直到磨去全部余量为止。砂轮磨削时无纵向进给运动。粗磨时可用较高的切入速度,精磨时切入速度则较低,以防止工件发热变形。
切入磨削法(简称切入法)的特点:
①整个砂轮宽度上磨粒的工作情况相同,充分发挥所有磨粒的磨削作用 同时,由于采用连续的横向进给,缩短磨削的基本时间,故有很高的生产效率。
②径向磨削力较大,工件容易产生弯曲变形,一般不适宜数控外圆磨床磨削较细的工件。
③磨削时产生较大的磨削热,工件容易发热变形。
④砂轮表面的形态(修整痕迹)会复制到工件表面,影响工件表面粗糙度。为了弥补以上缺陷,可在切入法终了时,作微小的纵向移动。
⑤外圆磨床切入法因受砂轮宽度的限制,只适用于磨削长度较短的外圆表面。
以上就是凯特尔小编对数控外圆磨床磨削工艺中的两种常用的方法的介绍了,你了解了吗?大家如果需要外圆磨床,欢迎联系我们凯特尔。
版权声明:文章来源于www.mnwkj001.com/news/hyxw/106.html,转载请注明出处!