欢迎访问济南凯特尔机器有限公司!
欢迎访问济南凯特尔机器有限公司!
 济南凯特尔机器有限公司
济南凯特尔机器有限公司
联系电话:0531-85737178
联系地址:山东省济南市天桥区药山街道办事处张庄工业园
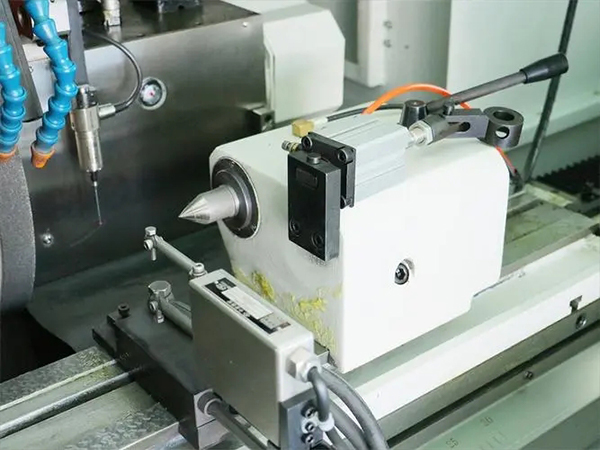
相信很多人在使用外圆磨床时经常会出现物件打磨不圆的现象,这是什么原因造成的呢?其实造成这种现象的原因有很多,下面小编就给大家总结一下几种可能造成这种现象的原因,以及解决方法,希望能对大家提供参考,减少这种现象出现的次数。具体内容如下:

1、可能是外圆磨床的地脚螺丝水平没有调整好,或者是它的地脚螺丝出现了松动,这样便会引起外圆磨床的共振现象,使得外圆磨床磨削出来的工件表面的圆度较差。我们需要检查外圆磨床地脚每个螺丝有没有在地脚垫里,然后用水平仪打下前后,检查左右是不是水平了,之后再拧紧螺丝。
2、有可能是顶部工件的力度不太适合,在磨削加工过程中,顶部工件的力度不适合也会使砂轮与工件之间的接触力发生变化,顶的过紧会使工件产生不均匀的旋转运动,顶的过松会使系统刚性有所降低,而这时候就得需要调整顶部对工件的顶紧力了。我们可以转动调整手柄或者脚踏踏板,使尾座套筒进退,脚踏踏板到底时,则尾座套筒后退,脚放松踏板时,则尾座套筒前进。或者是转动调整手柄,以调整顶部工件的力度。
3、外圆磨床的砂轮主轴轴承间隙过大,在磨削加工过程中,砂轮的主轴轴承间隙过大会使砂轮产生剧烈的震动,并影响到了工件表面的圆度。我们需要调整外圆磨床的砂轮主轴轴承间隙来解决这个问题。 若用的是三瓦自定心动压滑动轴承,我们需要拆下顶部的防尘螺丝,调紧螺丝,再稍微调松-些,侧面的螺丝也需要调整,然后装上百分表,调整轴承间隙为0.01-0.015毫米,先试运转三十分钟,如果没有抱轴现象,需要再运转四小时,温度与温升都不能太高,然后再将轴承间隙调整为0.01毫米,再运转四小时。但建议专门的人来进行操作。

以上便是外圆磨床工件磨不圆的相关内容,浏览以上文章可以了解到外圆磨床工件磨不圆的主要原因有地脚螺丝水平没有调整好或者是螺丝出现松动、顶部工件的力度不合适、砂轮主轴轴承间隙过大等,当然,实际上我们是需要根据具体情况来找出原因的,然后通过正确的方法来讲行解决问题。
版权声明:文章来源于www.mnwkj001.com/news/hyxw/107.html,转载请注明出处!